
We hadden een stukje houtachtig filament gekregen van Margriet om te testen. Eerder hadden we namelijk een rampen verhaal gehoord van Goswijn die zijn extruder volledig had verstopt met Laywood. Margriet wilde dus graag dat wij het eerst eens probeerden.
Nu blijkt het dat Margriet een houtachtig filament van 123-3d.nl heeft: dit bestaat niet zoals Laywood voor 30% aan houtdeeltjes en geeft dus veel minder kans op verstoppingen. Het reageert echter wel op temperatuurveranderingen waardoor er donkerder en lichtere lagen ontstaan tijdens de print.
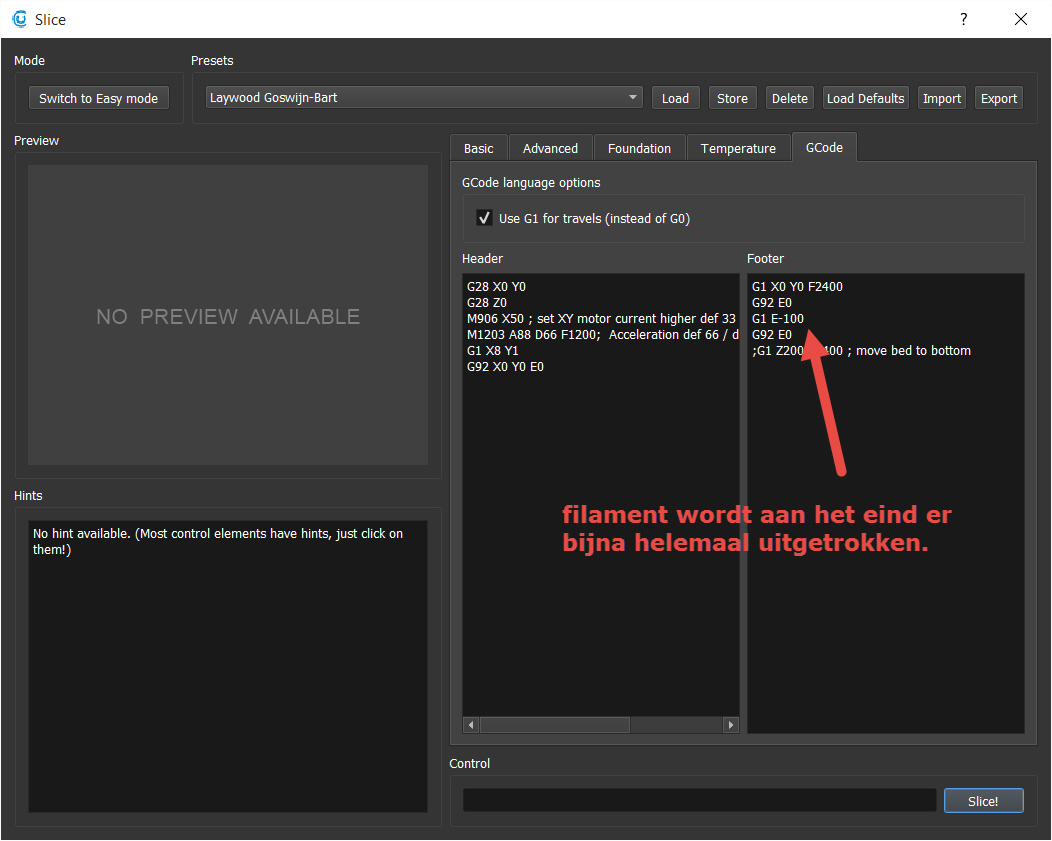
Goswijn heeft inmiddels ook succesvol geprint met Laywood, maar moest er wel voor zorgen dat bij einde print hij erbij was om het Laywood meteen te verwijderen en in de nog hete extruder een andere soort filament in te voeren om deze schoon te maken.
Voor de zekerheid hebben we een commando toegevoegd aan ons ‘hout profiel’ voor CraftWare om hetzelfde te bereiken. het is nog onduidelijk of dit voor Laywood ook afdoende is. Het gebruikte profiel is hier te downloaden (rechtsklikken en opslaan als).
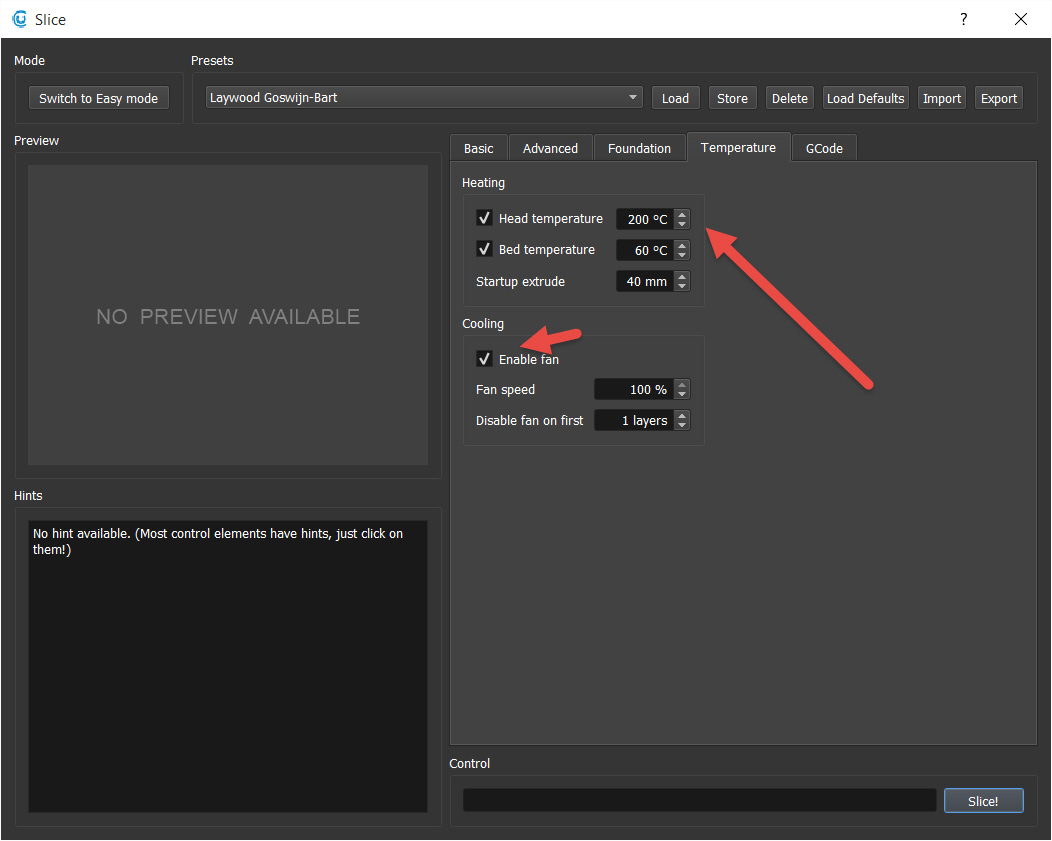
De begin temperatuur is op 200 grC gezet. Wij hadden de fan nodig om de print niet te laten smelten. Maar het is ook maar een klein object: de eend is maar 3 centimeter hoog.
Het geheel is ook langzamer geprint. De minimum tijd voor een laag is ook verhoogd, om de print iets meer tijd te geven om af te koelen.
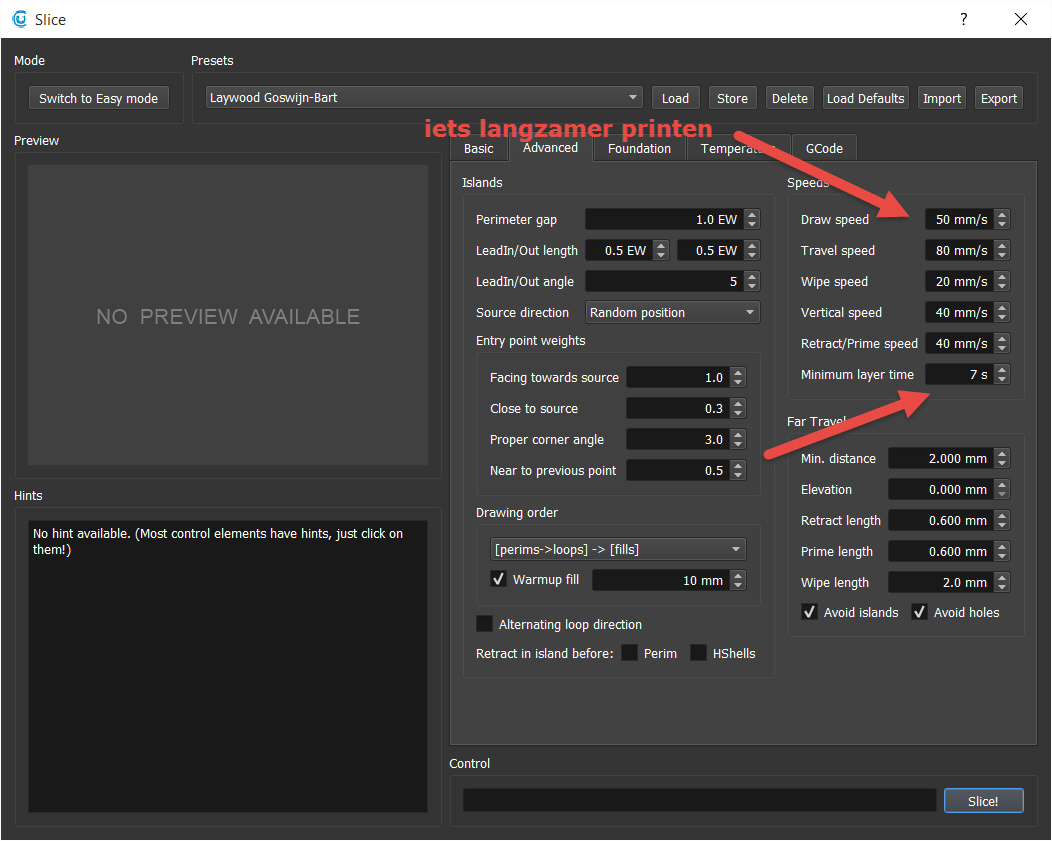
We hadden de ventilatoren uit gezet bij de eerste print, resulterend in een gesmolten hoofd van de eend (bij 230 graden, voor de reden zie onder) en hebben daarna de minimum layer time op 7 seconden gezet zodat de printer iets langer over een laag deed en de print zelf iets meer tijd had om af te koelen.
Die iets donkerder lagen hebben we er in gekregen door de Gcode te martelen. Gcode kan je in een gewone texteditor openen en bewerken.
Wat we hebben gedaan is om de 1,5mm = ongeveer 8 lagen een code ingevoerd om de extruder van 200 naar 230 graden telkens te laten wisselen (die 230 graden veroorzaakt dan ook wat smeltgevaar zoals boven genoemd).

Dat kan je dus ook zelf: open de Gcode die je hebt gegenereerd met dit profiel in een tekst editor en zoek telkens op het woord “layer” met F3 ga je telkens naar het volgende woord “layer”.
Dit totdat je bij de laag komt waar je de temp wil wijzigen. Bijvoorbeeld laag 8, daar voeg je een regel in (dus niet een regel wissen en dan wijzigen) met het commando M104 S230 dat de extruder van de initiële 200 graden naar 230 graden laat verhitten. De print gaat door tijdens dat verhitten.
G1 F2400 E27.140
G1 F4500 X113.000 Y55.000 E27.1684
G1 F1200 X113.755 Y55.000
; ————————————
; Layer #8
M104 S230
; ————————————
G21 ; mm
G90 ; abs
G92 E0 ; reset extr
Een 8 tal lagen verder voeg je dan weer het commando M104 S200 in om weer naar 200 graden te gaan:
G1 X113.000 Y58.000 E27.3552
G1 X114.000 Y58.000 E27.3838
G1 F1200 X113.245 Y58.000
; ————————————
; Layer #16
M104 S200
; ————————————
G21 ; mm
G90 ; abs
G92 E0 ; reset extr
;segType:Support
En zo verder. En wat onregelmatigheid invoeren wellicht om iets ‘natuurlijks’ na te bootsen. Het is wat werk, maar voor de enkele keer dat je met een houtachtig PLA print zeker de moeite waard wat ons betreft.
Bart